

В августе 2012 г. в Историческом музее состоялась презентация клада вещей круга восточноевропейских выемчатых эмалей (фото 1), переданный в фонд отдела археологии при содействии сотрудников Управления ФСБ России по Брянской области. Он был найден у дер. Усух (ныне не существует) Брянской области из-за этого в литературе получил название «Брянский».
Другое название таких вещей – вещи круга варварских эмалей. Они широко распространены по всей Восточной Европе: от Финляндии и Швеции до Крыма и Осетии, от Польши до Прикамья. В основном они представлены отдельными находками или комплексами, рассредоточенными по всей выше обозначенной территории, но можно выделить несколько основных центров их концентрации: Среднее Поднепровье, Восточная Прибалтика, Мазурское Поозерье, Днепровское лесостепное Левобережье, Верхнее Подонье и лесное Поднепровье.
В фонде Государственного Исторического музея хранятся два клада вещей круга варварских выемчатых эмалей (Брянский и Мощинский), отдельные вещи из раскопок Огубского городища, Кошибеевского могильника, вещи с Северного Кавказа (Кумбулта, Чми, Лезгур), находки и покупки В.В. Хвойко
и др.

Брянский клад состоит более чем из 186 предметов. Это бронзовые литые украшения с оставленными при отливке выемками, которые впоследствии заполнялись эмалью (обычно глухого красного цвета, но встречаются белые, желтые, синие, оранжевые, зеленые эмали). Форма и орнаментация предметов тяготеет к геометрической стилистике (круги, треугольники, квадраты, зигзаги и пр.). Все эти вещи сделаны на высоком уровне ювелирного мастерства, это видно и не вооруженным глазом. А проведенные исследования с использованием микроскопа только подтверждают это утверждение.
Но для того, чтобы появилось на свет новое украшение с яркой эмалью, мастеру приходилось немало потрудиться. Изготовление таких вещей проходило в несколько этапов. Перед изготовлением украшения из металла ювелир продумывал все заранее.
На первой стадии создавалась восковая модель. Сперва делали
так называемую мастер-модель, в которой максимально подробно прорабатывались все детали будущего изделия. Что служило материалом для нее, нам не известно. Далее на основании мастер-модели создавалась форма для тиражирования. В глине или другом подходящем материале делали оттиск мастер-модели. Именно с помощью такой формы можно сделать несколько одинаковых изделий, например, парные фибулы. Кроме того, такой прием позволял сэкономить время на изготовление украшений.
После получения формы для тиражирования в ней создавалось нужное количество восковых моделей. Мягкий или расплавленный воск помещали в оттиск мастер-модели и получали ее копию. Все копии дорабатывались, если была необходимость. Ведь именно восковка, или выплавляемая модель (так называется это изделие), станет в дальнейшем «трафаретом» для литья из металла. И все дефекты, которые остались на ней, будут присутствовать на
металлическом изделии.
Далее начинался этап создания литейных форм. Именно в них заливался расплавленный металл и таким образом принимал форму будущего изделия.

После доработки восковки на ней фиксировался литник (специальный стержень, необходимый для заливания металла), иногда он был один, а иногда это могла быть сложная система, необходимая для того, чтобы жидкий металл попал во все части изделия до того, как он загустеет. Далее мастер обмазывал восковую форму глиной со всех сторон, за исключением небольшого просвета на окончании литника. На поверхности глиняного кокона проделывались небольшие отверстия – выпоры, необходимые для удаления избытка газов из полости формы. Правда, известны случаи, когда такие отверстия не делались. Потом обмазанная глиной восковка помещалась в горн: эта фаза необходима для того, чтобы воск выплавился, а глина приобрела прочность. После обжига из заготовки получалась литейная форма. Такой способ называется литьем по утрачиваемой (выплавляемой) модели, ведь к моменту получения литейной формы восковая модель безвозвратно утеряна.

С получением нужного количества литейных форм заканчивался второй этап и начинался третий – создание отливок. Именно после окончания этой стадии мастер получал изделие из металла, которое, правда, еще требовало доработки.
Сначала металл доводили в горне до жидкого состояния. Для этого
использовались льячки и тигли (специальные емкости для плавки металла). Из-за отсутствия рудных месторождений поблизости для получения нужного количества сырья часто использовали бракованные и сломанные вещи. Их укладывали в тигль и помещали в раскаленный горн (при необходимости могла добавляться лигатура – специальная примесь, придающая металлу нужные свойства). После выступления на поверхность металлических шлаков тигли вынимали, и из них удалялись шлаковые массы, чтобы повысить качество металла. По достижении необходимой вязкости металл из тигля переливался в форму, которую предварительно также нагревали. Термическая обработка литейной формы является важной стадией, это было необходимо для удаления лишней влаги и уменьшения разницы температур. Вероятно, после заливки металла мастер механически «проталкивал» его внутрь формы, чтобы заполнились все, даже самые тонкие и маленькие детали. Для этого могла использоваться, например, сырая глина. Такой способ сейчас называется литьем под давлением пара или литьем на «хлопок».


Как только металл становился вязким и начинал твердеть, литейную форму опускали в воду, после чего глина в большинстве случаев, не выдерживая резкого охлаждения, трескалась и крошилась. Оставшиеся на отливке фрагменты формы вычищались вручную. После этого ювелир получал металлическую отливку, однако перед тем, как она становилась полноценным украшением, ее надо было основательно доработать. Убрать литник, отшлифовать добавить эмаль, орнамент и провести финальную полировку мелким абразивом.



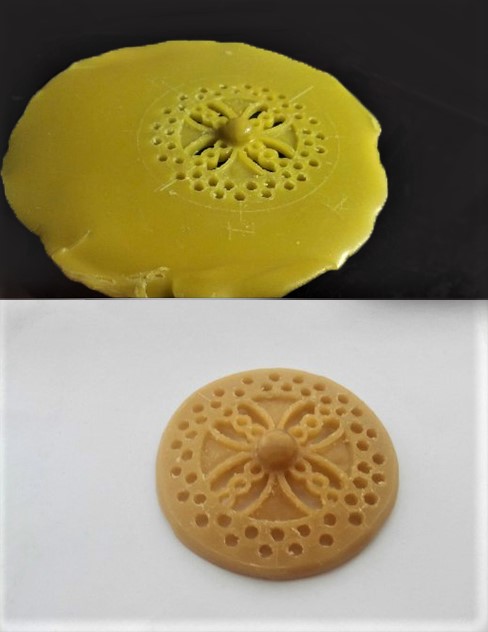
Автор — Наталья Биркина, младший научный сотрудник отдела археологических памятников
На фото: процесс создания реплик предметов круга варварских выемчатых эмалей участниками творческой мастерской «RUNA» (Алексеевым А.В. и Воробьевым А.А.)